
7 minute read
Replay: First published in 2013, this is a fascinating insight into camera production. Sony's PMW-200 and several other professional video products are made not in China or Japan, but a few miles from Cardiff, the capital of Wales. And the technology is second to none
You know you've arrived in Wales when the roadsigns start to have words on them like Yr Wyddgrug and Tref-y-clawdd. If you’re not from the British Isles, you might not realise that Welsh is not just English spoken with a Welsh accent but a fully fledged Celtic language, with a thriving community of speakers for whom it is their first tongue. Welsh has ancient roots, but has modern aspirations.
Along with English, it’s one of two official languages in Wales and although fewer people speak it in the south of the country, there is quite a strong, lilting accent that tends to insert a hyphen in the middle of words (so “accent” would become “ac-cent”).
The further south you go, the less you hear Welsh, but the written language is everywhere, and unless you have an inkling of Welsh pronunciation, you’re going to struggle with some of the place names.

I recently visited Sony’s Pencoed Technology Centre in Bridgend (Pen-y-bont), near Cardiff (Caerdydd), the capital of Wales (Cymru). Just so you know, Pencoed is pronounced “Pencoyd”. For language aficionados, the word for “five” is “pump," pronounced, obviously, “pimp”.
Just in case all of the above has left you with the impression that Wales might be remote, provincial, and something of a technological backwater, what you’re about to read is going to change that completely, because what Sony is doing at Pencoed is nothing less than competing with China for manufacturing costs, and with the whole world for quality and finish. What’s more, Cardiff is one of the most thriving, cosmopolitan cities in the UK, and over the last twenty years has been through a regeneration that is quite staggering in its scale and ambition.
There’s a long history of Sony manufacturing in the area. Twenty years ago, a nearby factory was making a new Trinitron TV every eight seconds. LCD screens changed the face of the industry and now, in Pencoed, the focus is on precision manufacturing and testing of some of Sony’s camera and live production equipment, such as the PMW-200. Remarkably, the culture at the plant and the available skill-set is so effective, that they’re able to internally “bid” for manufacturing work within Sony and out-do the far-East competition, comfortably.
And the way they do this is fascinating. They do it by a process of constant improvement, informed by feedback from customers, and by developing systems that maximise the use of the abundant talent in the area.
Here’s just one example of how the feedback works. The centre has a “walk-in” repair department where professional kit can be brought in and fixed on the spot. This is extremely rare for a manufacturer, and is not without its costs, but the advantage to Sony is that by having manufacturing and repair on-site, there’s a very close working relationship between production and service engineers. If there’s a recurring problem, or there appears to be a design flaw, it can be fixed in the shortest possible time, and the production chain can be modified to stop it happening again.
The same close contact with customers brings ideas for improvements as well.
When you look at a modern camcorder, you almost have to remind yourself that there’s more technology packed in there than would have been needed to put a man on the moon. It’s not just about lenses any more. There’s digital signal processing and miniature solid state storage, not to mention sensors and precision analogue to digital converters. And, as we’ll see in a minute, some of the components are so small you can barely see them, never mind fix them with a soldering iron!

The moment we hit the factory floor, we were taken to a “clean room” where Optical Head Blocks for the Sony Camcorders are calibrated. These assemblies consist of three image sensors arranged around an optical system that has at its centre a prism. Incoming light is split into red, blue and green, and each component is directed to an individual sensor. As we were to see repeatedly during our tour, precision is essential.
Experience counts here, too. The process was being run by a Sony employee clad from head to toe in a blue suit designed to contain any dust particles. Only his face was visible. You could see the three sensors arranged around the prism. His job was to use an incredibly precise set of tools to align the sensors perfectly. That’s the first really difficult thing. The second really difficult thing was to fix them once in place.
But you can’t just solder them. You’re talking about such small measurements here that you only have to breathe on these things to push them out of position. The only viable way to fix them is to blast them with a burst of microwaves, which is what happens for about twenty seconds as soon as the calibration is done. Whatever standards clean rooms are measured by, this one, we’re told, is amongst the cleanest.

Then, we moved on to the camera assembly line, which consists of exactly one person. You’d perhaps imagine a conveyer belt with twenty or thirty personnel, each adding their own parts to the camera chassis. That’s not how it happens in Pencoed.
For a start, they don’t make enough of these cameras to justify a full production line. Finished units are measured in tens or perhaps the low hundreds, rather than the thousands and millions you’d expect for an iPhone. Which means that there’s time for one person to learn how to assemble a whole camera.
They used to have teams of around five working on each device, but this was less efficient than a single person, because if only one of the team was absent, it would interrupt the whole process. So not only were there no cameras being made, there were people sitting there, idle.
With one person per camera, you don’t have a pipeline to interrupt. And the level of training is such that you can even bring in someone else to take over. It's extremely flexible, and it needs to be, because they don't produce a steady stream of each model. Instead, they build them in batches, the size of which can be determined by seasonal demand or advance knowledge of a large order.
Of course, nobody’s expected to remember every nut and bolt and wiring assembly. That would not only be an unreasonable expectation, but would cause too much variability in the products. So Pencoed's engineers have devised a software assembly guide that takes the technicians though every step, and at each stage, it shows them where in the component bins the next piece will be. It’s cleverly designed to make sure that nothing is missed out, and ensures that each camera is built with complete uniformity.
Of course no computer system can take the place of experience and many of the most skilled workers at the Pencoed plant have been there for one or even two decades.
When the cameras are physically completed, they're tested physically and optically. As a final stage the firmware is loaded and they are tested again.
Prior to the assembly stage, the individual circuit boards are manufactured. This is the point at which science fiction seems to take over, because if you haven't kept pace with the developments in electronics in the last few years, what happens next is going to have you shaking your head in disbelief.

As camera technology has advanced, they get more complicated. With each increase in resolution, and with every generation of storage technology, cameras need to have more stuff in them to make them work. So things get smaller, and they're packed in more densely.
We've seen developments like this across the board in electronics - just look at smartphones. Essentially you can cram more and more electronics into a given space. With digital audio and video, much of this can go into a single chip. But of course it still has to go in and come out analogue, and so you still need "traditional" components on the board, like capacitors and resistors. But even these are now so small that it's hard to see them, never mind pick them up, push the wires through holes on the printed circuit board, and solder them.
Today, most components are "surface mount" which means that they are simply placed on a solder pad on a circuit board, which is then heated just beyond the point where the solder melts. It means all the joints can be extremely small. Some chips can have hundreds or thousands of pins (or even just "pads"). Each pad has to touch the corresponding trace on the circuit board. There's no room for mistakes or imprecision.
To increase the circuit density still further, most boards are "multi-layer". We saw eight-layer boards being made, where seven layers of additional, interconnecting tracks are hidden under the top one, with pins going through the boards connecting the tracks in a three dimensional web, albeit somewhat flattened so that they effectively exist in parallel planes.
Humans don't build these boards. The process is fully automated and unbelievably fast. And, although you can watch it happening, it doesn't make it any easier to understand what the assembly machines are actually doing. Here's how it works:
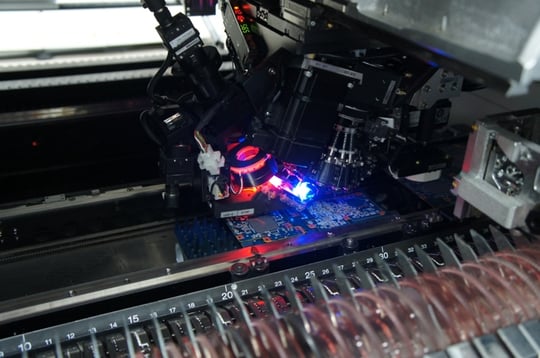
The tiny components come on reels. The parts are fixed to a tape at regular intervals. Each resistor, capacitor or chip has its own reel and the machine knows which one is which. Using a suction device, the machine head picks up around ten components at a time using just enough suction to retain them (and to withstand the inertia as the machine head moves to the board being assembled). It then drops the pieces onto the circuit board with absolute precision, and comes back to the component reels to replenish.
You really have to see this. It's so fast: up to ten components per second are scooped up and placed on the board. The moving machine head is not exactly lightweight and because of the forces it generates as it moves around, the system has to be firmly anchored. If you want one of these in your living room, it will cost you around £1,000,000 and you'll still need a special oven to gently melt the solder paste and fix the parts in place.
With so much valuable material around, it's not surprising that security is pretty tight. Not just the type of security that stops criminals getting in, but also the type that keeps track of things so that they don't get lost. A single reel of components can cost tens or hundreds of thousands of pounds. Losing one would mean a bad day for everyone. So there are procedures and personnel dedicated to the task of keeping track of everything.
This meticulousness extends to the warehouse and packing departments. Here's an example: they have a computer system that won't print a label for the boxed product until the package has been weighed. If it's not correct to the nearest gram, it can't be dispatched. Not only does this mean that boxes don't go out with missing cables and connectors, but it can even detect a missing sheet of paper - so you'll never get a camera with a missing manual or documentation.
Sony doesn't just make its own products at the plant. They have so much engineering and manufacturing expertise on site that they've managed to monitise it additionally by allowing other, smaller companies use their facilities. This keeps Pencoed cost-effective and competitive and the same time as allowing smaller companies to blossom by giving them access to state of the art design and manufacturing. The world-beating Rasberry Pi computer - a complete Linux-based computer that's available for less than £30 - is made here, and business is booming.
More than anything, what Sony's doing at Pencoed is dispelling the stereotype that all electronics goods are made in the far-east, and that quality has taken second place to quantity. What we saw when we visited Sonys factory was precision, skill and dedication, and we came away wondering why the cameras aren't more expensive.
Thanks to Steve Dalton, OBE, Kevin Edwards and Rob Wilson for showing us round Pencoed, and to all the staff for letting us disrupt their day with our questions.
Tags: Technology

RedShark 2020 @ All rights reserved.
Comments